
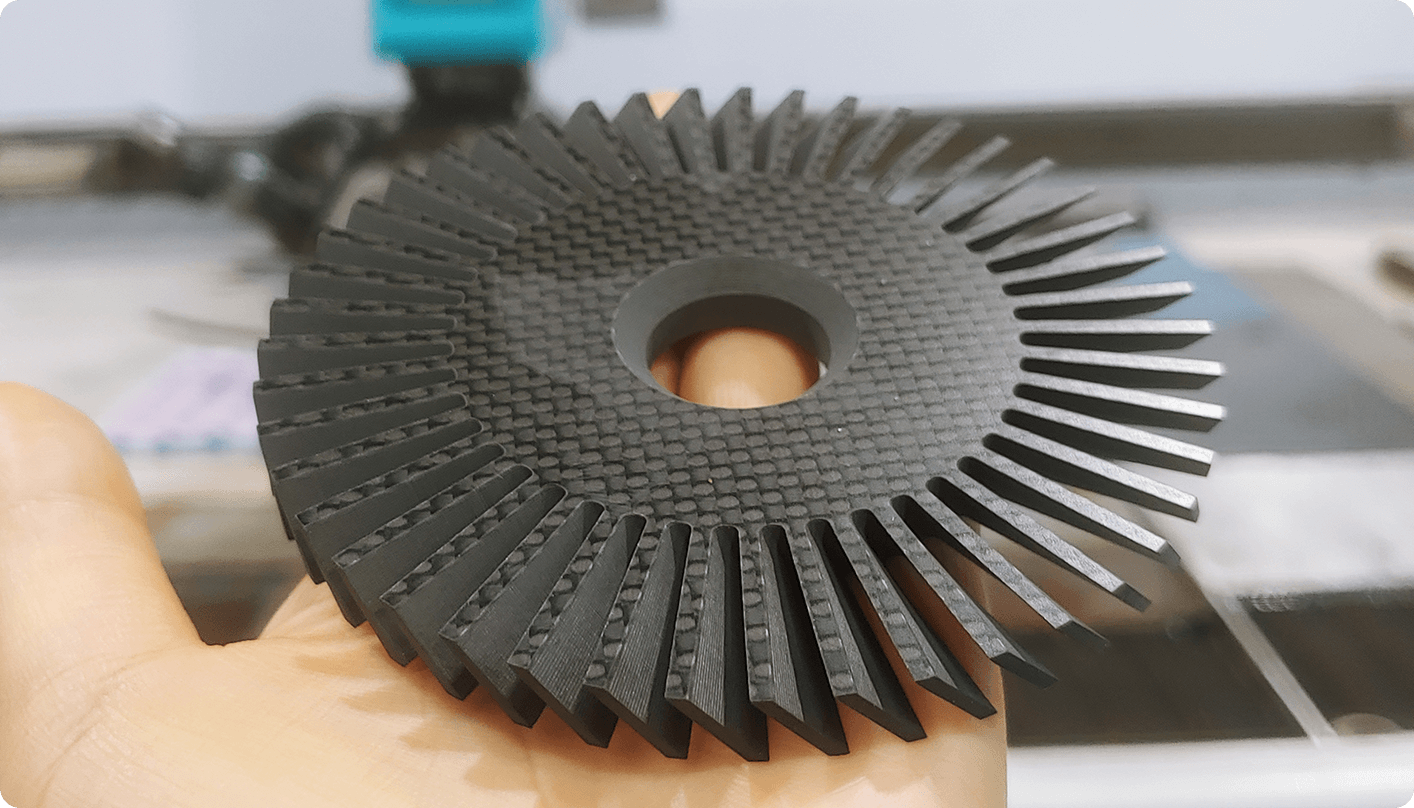
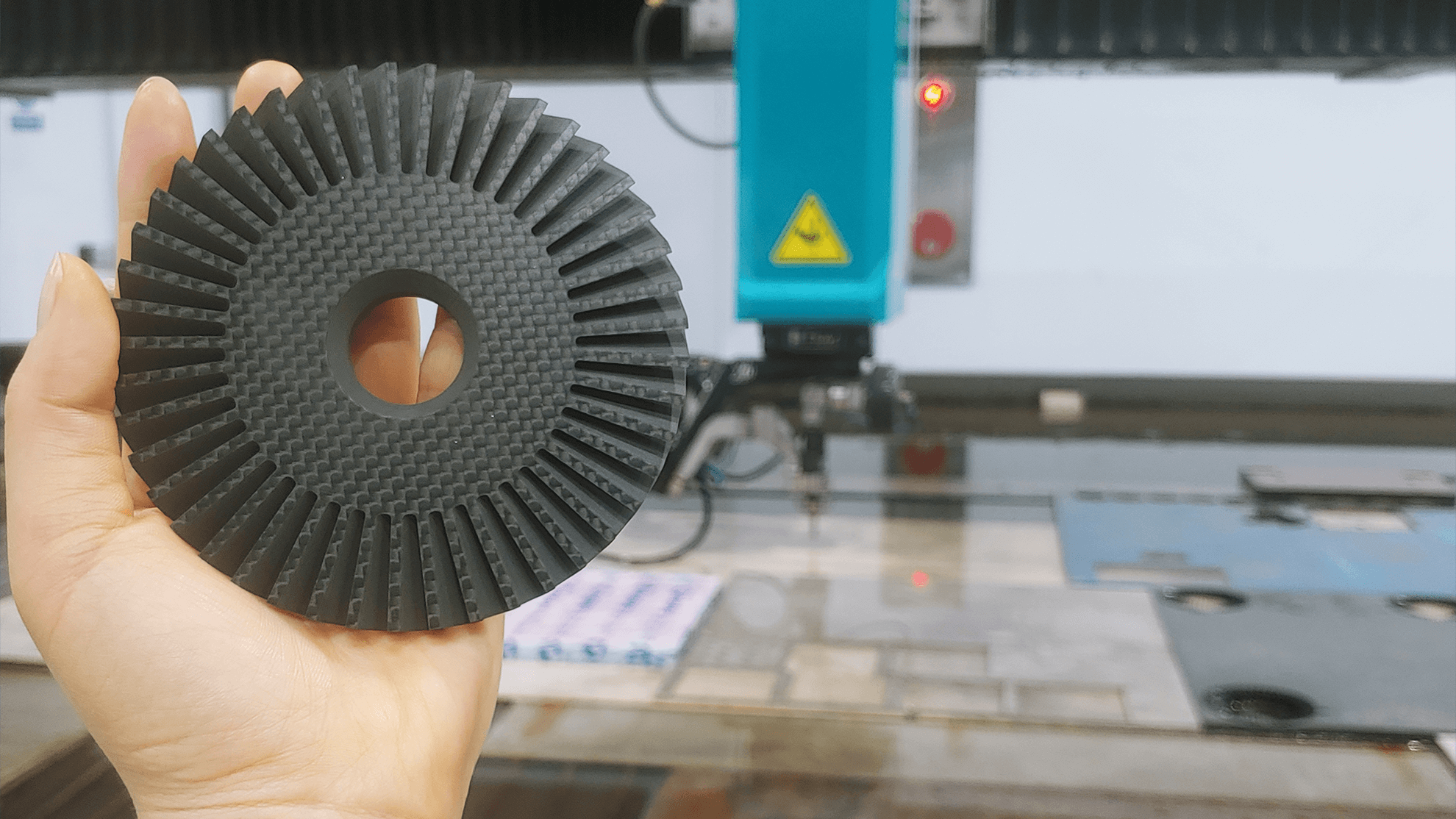
Schneiden von Verbundwerkstoffe mit Wasserstrahl
Die heutigen Verbundwerkstoffestoffe kommen in vielen Formen vor, wie als carbonfaserverstärkte Kunststoffe (CFK), Fiberglas sowie Verbundschäume, -kunststoffe, -papiere oder -metalle. Mit der Überschallerosion von Abrasiv-Wasserstrahlen können nahezu alle Materialien geschnitten werden. Die niedrige Kontaktkraft beseitigt die Notwendigkeit von unhandlichen Werkzeugen. Der fein fokussierte Wasserstrahl schneidet zuverlässig und präzise in jede Richtung – und das mit unglaublicher Detailtreue. Ein Flow-Wasserstrahl wird nur selten ein Zerbrechen, Ausfransen oder ein Ablösen von Schichten verursachen.Sie sind sich nicht sicher, ob ein Wasserstrahl Ihr Material verarbeiten kann?

Beste Schnittkanten
Da Abrasiv-Wasserstrahlen durch Erosion und nicht durch Reib- oder Scherkräfte schneiden, bleibt eine seidenglatte fertige Schnittkante ohne ausgefranste oder abgelöste Bereiche zurück. Dadurch wird die Notwendigkeit einer Nachbearbeitung minimiert. Die Wasserstrahlschneidsysteme von Flow können Werkteile bearbeiten und durchbohren, wodurch teure Diamantwerkzeuge, Wärmeeinflusszonen und komplizierte Werkteilstützen unnötig werden.
Minimale Schnittfuge
Schneiden von Verbundwerkstoffen mit einer Dicke von 250 mm oder 0,8 mm sind mit demselben kleinen Werkzeug möglich. Die meisten Abrasiv-Wasserstrahlen von Flow haben einen Durchmesser von 0,7 mm bis 1,0 mm, der Reinwasserstrahl hat einen Durchmesser von ca. 0,1 mm.
Hauptvorteile des Schneidens von Verbundwerkstoffen mit Wasserstrahl
- Erhöhte Produktivität, schnelleres Schneiden und qualitativ hochwertige Werkteile
- Keine Ablösung von Schichten, kein Ausfransen und keine Faserausreißer während des Schneide
- Minimale Schnittfuge ermöglicht unglaubliche Detailarbeit
- Einsparung von Rohmaterial - weniger Abfall
- Niedrige Betriebskosten - Wasserstrahldüsen und Abrasiv-Fokussierdüsen müssen gelegentlich ausgewechselt werden
- Omnidirektionales Schneiden selbst an engen inneren Ecken
- Umfangreiches Einspannen des Werkteils ist nicht notwendig, minimale laterale und vertikale Krafteinwirkung
- Nur ein Schneiddurchlauf ist notwendig, je nach Materialdicke
- Keine thermische Beschädigung
- Staubfreies Schneiden
- Zuschneiden im Nettoformat oder fast Nettoformat, wenig oder keine manuelle Nachbearbeitung nötig
- Reduzierte Werkzeugkosten, leichte und flexible Werkzeuge